在线咨询
QQ咨询

微信扫码关注
微信咨询
返回顶部
在线咨询
QQ咨询
微信扫码关注
微信咨询
返回顶部


一、8½ GP/GC/GZ系列工程片主要型号及推荐使用地层及安装尺寸:
型号 | 适用地层 | 安装尺寸 | |
牙轮朝外底座高于桶壁外径H | 牙轮朝内底座高于桶壁外径H | ||
8 1/2 GP527 | 抗压强度<50MPa,软地层,如盐岩、片岩、硬石膏、砂岩、粉砂岩、软石灰岩等。 | H=(D-d)/2-32 | H=(D-d)/2-10 |
8 1/2 GP537 | 抗压强度50—120MPa,中硬地层,如砂岩、板岩、页岩、石灰岩等。 | H=(D-d)/2-29 | H=(D-d)/2-11 |
8 1/2 GP617 | 抗压强度120—190MPa,硬地层,如石英岩、玄武岩、辉长岩、石灰岩、白云岩等。 | H=(D-d)/2-32 | H=(D-d)/2-10 |
注:1、表中计算公式代号见附图一;
2、表中未列的工程片型号可根据用户的实际需求设计制造。
二、安装方法:
1.牙轮片间 保持300~400mm间距(两爪片间玄长)。(建议安装数量: 0.8米的桩装8片、1米的桩装8片、1.2米的桩装10片。1.5米的桩装12片)具体直径控制见图一。
2. 安装采用正、反间隔安装。
3. 在桶圈上割焊接爪片底座的安装口,等分均匀,安装口具体尺寸见图二。
4. 使用安装工具,将本产品的底座焊在桶上(注意:焊接使用碱性系列焊条、或CO2气体保护焊。注意焊缝内不允许有气泡、夹渣、裂纹等焊接缺陷。强度不低于490MPa)多层焊缝 。
5.将爪片按方向插入,装入螺栓、垫圈并旋紧。


附图一 附图二
三、注意事项:
1.焊接时按以上公式计算尺寸定位底座,牙轮高点必须高于护筋10mm以上,需要时降低护筋。
2.每次定位结束后,必须套上牙爪,测量内、外直径是否符合要求。
3.下井前盘动牙轮,转动是否顺畅、无蹩卡现象,牙轮轴承间隙是否合理。
4.钻进时如出现无进尺及进尺慢,应吊着转动钻杆,每间隔2~3分钟对钻杆进行点动加压,跑合牙轮与井底轨迹。
5.在钻进过程中出现钻杆跳动异常,应提钻按1点对牙轮进行检查。
6.每次提钻后应对各紧固螺栓及销钉进行检查,如有松动应及时装紧。
7.焊接底座时必须把牙爪拆下,用工装对底座内槽进行填充,防焊接后牙掌无法装入底座。
8.牙掌安装时禁止用硬物对牙轮(合金齿)进行敲打,如遇牙掌无法装入底座时,可以对牙掌安装部位进行适当打磨。
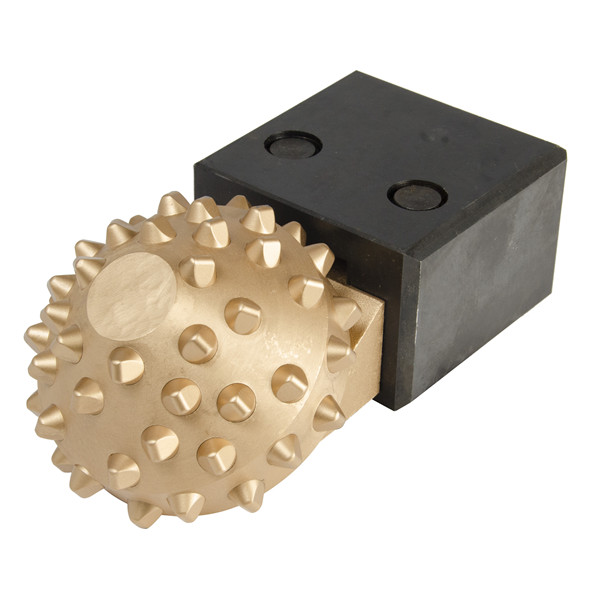
四、结构特点:
· 经优化设计,布齿合理,针对各类岩层设计有不同的齿形和齿高,可钻性能良好。
· 采用可拆卸式安装,解决轴承密封在焊接过程中的受热问题,增加轴承的使用寿命。
· 底座可以重复安装使用,减少现场焊接频率,大幅度增加了工作效率。
· 对轴承系统有针对性的进行优化,承载能力高,寿命长。
· 广泛用于旋挖市场,可取得高钻进效率。
江西飞龙钻头制造有限公司
服务热线:0795-3243041
销售邮箱:info@feilongbit.com
公司地址:江西省宜春市袁州区环城南路518号
版权所有©2021 江西飞龙钻头制造有限公司 赣ICP备2021009152号-1 公司地址:江西省宜春经济技术开发区环城南路518号 技术支持:![]()
 赣公网安备 36090202000158号
赣公网安备 36090202000158号

